





服務熱線
0769-28680919
153-2293-3971

顯示屏ITO面上IC表面缺陷檢測是確保顯示屏質量的重要環節,以下是一些常見的檢測方法和技術:
1. 基于熱成像的檢測方法
這種方法通過給ITO電路通電使其發熱,然后利用熱成像技術拍攝發熱的ITO電路,得到熱成像圖片。具體步驟如下:
通電發熱:對ITO電路通電,使其發熱。
熱成像拍攝:對發熱的ITO電路進行熱成像,得到熱成像圖片。
圖像處理:將熱成像圖片轉換為灰度圖片,進行二值化處理,提取圖案邊緣,生成ITO電路圖片。
缺陷檢測:將生成的ITO電路圖片與設計圖案進行比對,檢測缺陷

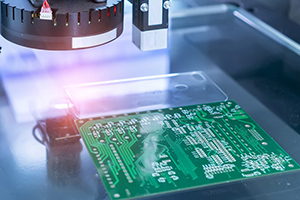
2. 基于機器視覺的檢測系統
這種方法利用機器視覺技術,通過高分辨率相機和多光源成像,結合圖像處理算法實現缺陷檢測。具體步驟如下:
成像方案:使用線掃描相機和多光源同時曝光合成圖像,使表面缺陷與易誤干擾項形成不同特征。
圖像處理:采用Blob分析方法對明暗場圖像進行分類處理,實現對劃痕、氣泡、劃傷等表面缺陷的檢測。
軟件系統:康耐德智能利用C#實現具備友好的人機操作界面的檢測軟件系統
3. 高分辨率線陣CCD相機檢測系統
這種方法采用高分辨率線陣CCD相機和中長焦鏡頭,通過分離相機與鏡頭及鏡頭倒置,獲得較大的動態范圍和較好的調制轉換函數優化值。具體步驟如下:
高分辨率成像:使用高分辨率線陣CCD相機和中長焦鏡頭,獲得較高的圖像放大率與圖像精度。
動態范圍優化:通過分離相機與鏡頭及鏡頭倒置,獲得較大的動態范圍和較好的調制轉換函數優化值。
運動精度提升:采用直線電機提高系統的運動精度與穩定度。
環境隔離:使用大理石底座減小周圍環境振動對系統精度的影響
4. 液晶屏ITO線路AOI檢查機
這種方法適用于液晶屏線路裸露區域ITO的缺陷檢測,具有高精度和高效率的特點。具體性能指標如下:
檢測范圍:液晶屏尺寸1.8~40寸,最大1000 x 480mm,適用于異形屏檢測。
檢測區域:覆蓋整個玻璃ITO線路,包括Fanout區域線路、CFOG-Pad區域線路等。
支持線路:直線、波浪線、拐角線路、交叉線、亮暗線等。
檢測項目:線路劃傷、微劃傷、短路、斷路、微斷、異物(臟污)、腐蝕、毛刺等。
檢測精度:最小可檢測缺陷尺寸2um×2um。
漏檢率:0 DPPM。
過檢率:<5%,且平均誤判圖片<2張/片。
檢測速度:7-12 Inch Panel
。
5. 基于噴涂溴化銀的成像方法
這種方法通過在顯示屏表面噴涂溴化銀,利用反射光線的成像來檢測缺陷。具體步驟如下:
光源調整:打開光源,調整分光鏡的角度,使光線分為兩束,分別照射在反光鏡一和反光鏡二上。
噴涂溴化銀:在下顯示屏和上顯示屏表面均勻噴涂溴化銀,溴化銀遇強光照射會變色。
反光鏡調整:調整反光鏡一和反光鏡二的角度,使光線反射到玻璃的上下表面邊緣。
移動光源:移動光源,使光線從玻璃的一側邊緣慢慢照射到另一側邊緣,反射到上下顯示屏上。
觀測結果:如果玻璃表面有缺陷,顯示屏上噴涂的溴化銀部分會出現沒有變色的間隙,從而直接觀測到缺陷
這些方法各有優缺點,選擇適合的檢測方法可以有效提高顯示屏ITO面上IC表面缺陷檢測的效率和準確性。
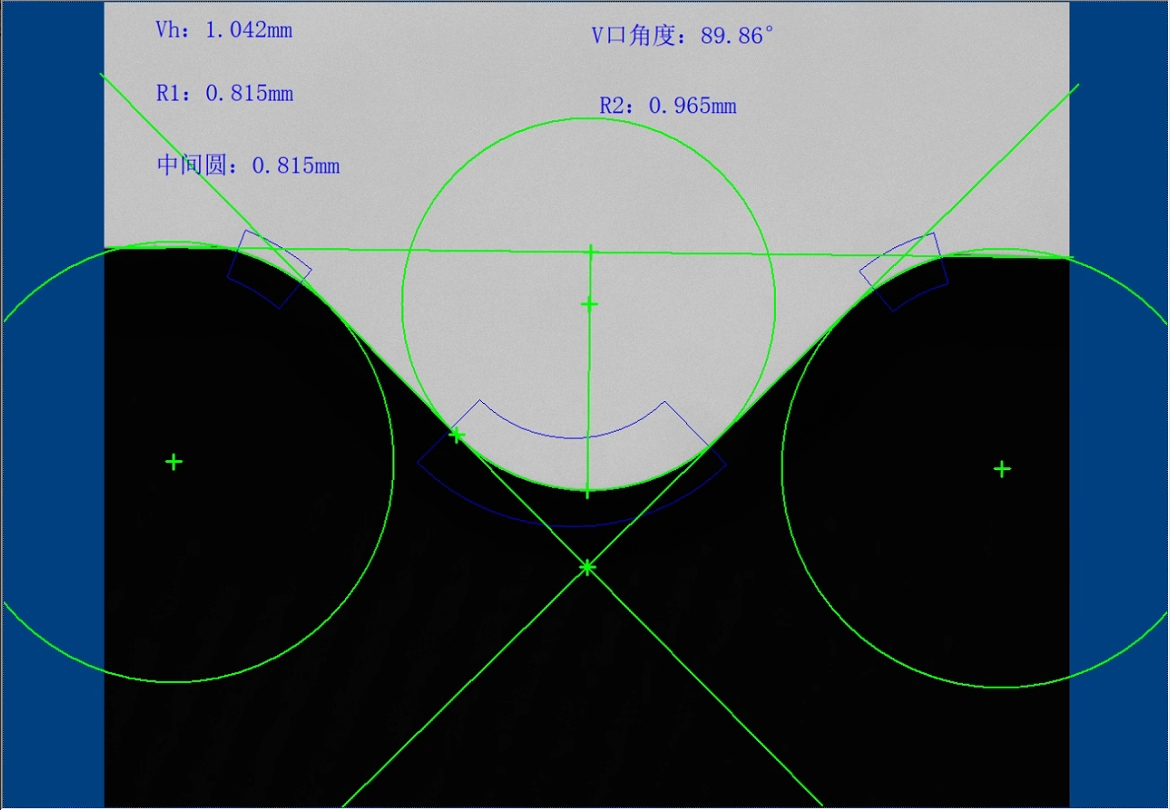 康耐德智能晶圓NOTCH槽口輪廓視覺檢測
2025-04-26
康耐德智能晶圓NOTCH槽口輪廓視覺檢測
2025-04-26
晶圓NOTCH輪廓檢測是半導體制造中重要的檢測環節,主要測量晶圓邊緣、槽口(notch)的形狀和尺寸,確保晶圓的質量和工藝精度。
 康耐德LED灌膠位置視覺檢測系統
2025-04-26
康耐德LED灌膠位置視覺檢測系統
2025-04-26
在LED制造領域,灌膠工藝是確保產品性能與穩定性的關鍵環節
 康耐德機器視覺系統軟件的具體功能都有那些?
2025-04-19
康耐德機器視覺系統軟件的具體功能都有那些?
2025-04-19
康耐德機器視覺系統的具體功能可以根據不同的應用場景和需求進行定制和優化。
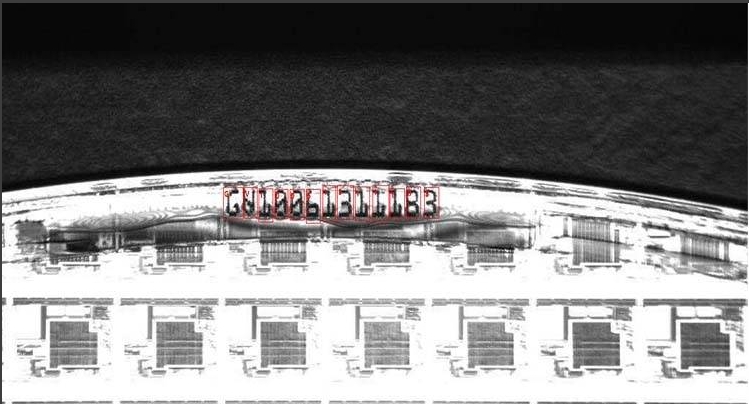 康耐德機器視覺AOI檢測系統:OCR字符識別與在線檢測一體化
2025-04-13
康耐德機器視覺AOI檢測系統:OCR字符識別與在線檢測一體化
2025-04-13
康耐德機器視覺AOI檢測系統的OCR字符識別功能具有以下特點和優勢
 官方公眾號
官方公眾號 官方抖音號
官方抖音號Copyright ? 2022 東莞康耐德智能控制有限公司版權所有.機器視覺系統 粵ICP備2022020204號-1 聯系我們 | 網站地圖
